MDM Metal: Metal Injection Molding (MIM) for Precision Component Production at Lower Costs
Industries such as automotive, industrial, medical, electronics and firearms have an enormous demand for manufactured parts that demand absolute precision: complex geometries, fine surface finishes and high tolerance performance. Conventional manufacturing processes can offer a solution, yet metal die-casting lines often produce parts that require additional machining steps, driving up costs and causing material waste, while investment casting can be a costly alternative.
As demand for data center capacity surges, enterprises are seeking the most efficient ways to utilize space. Data center developers are forced to rethink server design and construction to address the growing challenges of meeting rising demands for computing, networking and storage capacity. New designs are trending toward smaller, high-performance components.
Next-generation data centers face a dual challenge: a shortage of power and physical space, coupled with the need to expand computing, networking and storage capacity to meet the internet’s future capacity requirements. To resolve this contradiction, engineers must adopt next-generation high-density components in server design. These components not only need compact layouts but also must be highly reliable and robust to ensure signal integrity.
A Superior Process for Precision Metal Components
As the saying goes, “The devil is in the details” – a truth unquestionable in manufacturing. For many applications, “close enough” precision suffices. Public sinks and faucets, metal children’s toys, umbrella frames, galvanized steel roofing and millions of other products function perfectly well with lower tolerance performance or approximate dimensional parameters. There are many well-known processes for producing the metal components businesses need.
However, the industry also has a demand for small, durable, precision components where details make all the difference. Industries including automotive, industrial, medical, electronics and firearms require manufactured parts with uncompromising precision: complex geometries, fine surface finishes and high tolerance performance. Conventional manufacturing processes can help, but metal die-casting often necessitates secondary machining (increasing costs and waste), and investment casting is typically expensive.
There is a faster way to achieve the required precision, reduce waste and ultimately lower costs: Metal Injection Molding (MIM). This process produces custom components from the ground up, eliminating the need for extensive post-production machining to achieve excellent surface finish, high gloss, superior corrosion resistance and high-strength end products. MIM also delivers remarkable cost savings, cutting expenses by up to 50% compared to machining or investment casting.
MIM is best viewed as a competitive alternative to machining, investment casting and powder metallurgy, with the following key advantages:
- Advantages over Machining: Reduced weight, compatibility with harder steel grades, and the ability to produce complex single components (enabling part consolidation, lower costs and fewer processing steps).
- Advantages over Investment Casting: Thinner wall sections, better surface finish, minimal secondary processing, smaller holes, higher production yields and shorter lead times.
- Advantages over Powder Metallurgy: More complex components, thinner walls, part integration, higher density, greater strength and enhanced corrosion resistance.
MIM delivers extraordinary cost efficiency, slashing costs by up to 50% versus machining or investment casting.
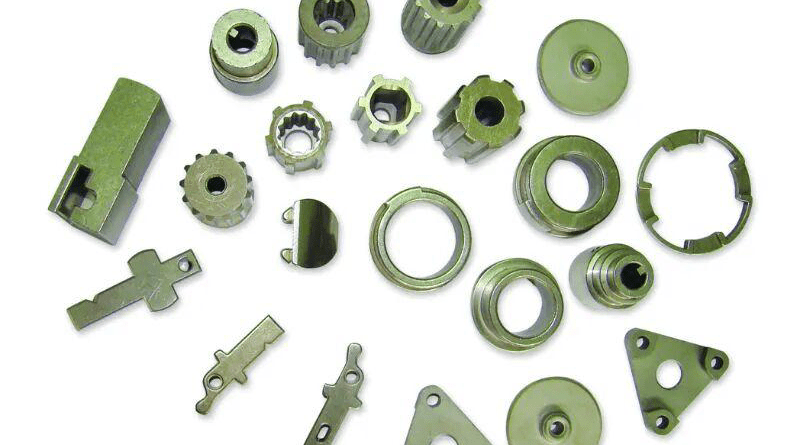
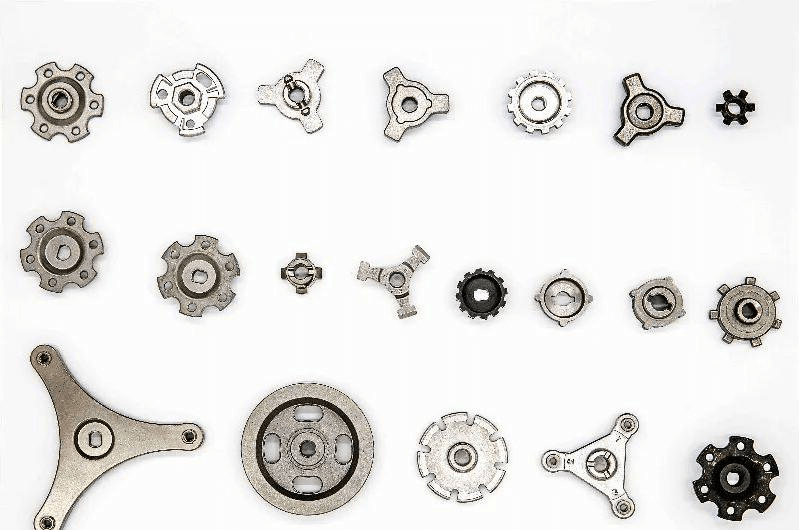
Precision Metal Components Manufactured via MIM
Understanding MIM
MIM has long been an underappreciated process in manufacturing. It is a mature, powerful and effective technology with decades of history, yet surprisingly, it is not widely taught to engineers in many universities and colleges.

MIM involves mixing ultra-fine metal powder (particle size <22 microns) with a polymer binder at a ratio of approximately 6:4 (metal to binder). The mixture is heated to achieve homogeneity, then cooled and pelletized into feedstock.
The key to the process lies in this material combination: the polymer binder gives the feedstock properties similar to metal-reinforced plastic or putty. The molding step unlocks many of MIM’s capabilities, allowing complex contours, holes, small radii, logos and text to be integrated directly into components. During molding, the feedstock is heated and injected into a mold to form the component. This step generates almost no raw material waste, and widespread automation ensures a cost-effective manufacturing solution with consistent part performance. In many ways, the process mirrors plastic injection molding – familiarity with the latter simplifies the transition to MIM for customers.
Once the component is injection molded, the debinding process begins. Using polymer chemistry catalysts, up to 90% of the binder is removed from the “green” component, which retains its precise shape and dimensional integrity throughout this step. The component is then referred to as a “brown” part: a porous matrix of metal powder and residual binder that maintains the component’s shape. At this stage, the part loses 7-10% of its weight with no dimensional shrinkage.
Sintering follows to form a solid metal component. At the lower end of the sintering temperature range, the remaining polymer binder is burned off. As temperature increases, the metal powder particles fuse and bond together, densifying the structure and reducing porosity. Full densification occurs during sintering, resulting in a typical dimensional shrinkage of 17-22%, depending on the specific material.
Key Considerations for MIM
MIM is an ideal replacement for components produced via other metal forming processes that require extensive machining setups or assembly operations. Its core advantage is the ability to produce complex geometric metal components without the need for machining.
While MIM offers significant benefits, it has specific design and production requirements:
- Size Constraints: Components must fit within a tennis ball-sized volume; larger parts are better suited for alternative processes.
- Weight & Wall Thickness: Optimal part weight ranges from 0.1 to 35 grams, with uniform wall thickness of 0.030 to 0.250 inches and self-supporting geometries for sintering.
- Material Compatibility: Viable metals include stainless steels (17-4, 316, 420); low-carbon steels (FN02, FN0205, FN08, 4620, 4140, 8620); soft magnetic materials (FeSi3, FN50); as well as tool steels, controlled expansion alloys and superalloys.
- Material Properties: Despite the polymer binder, the final material composition matches that of conventionally manufactured steel parts, with a density of 95-99% of the base steel. Standard process tolerance is ±0.5%. Tighter tolerances are achievable by adding a small amount of material to critical features and finishing via precision machining.
- Production Volume: Due to mold and prototyping costs, MIM is ideal for high-volume production. Low volumes result in prohibitively high fixed costs per unit; an annual production volume of 10,000 pieces or more is generally recommended.
- Design Guidelines: Injection molding requires a gate (to be included in design and mold planning); sharp angles create stress points and should be replaced with larger radii; draft angles of 0.5° to 1° facilitate part ejection; internal and external threads can be molded directly. Flat surfaces are preferred for sintering where possible; custom sintering fixtures are required for highly intricate geometries.
- Secondary Processing: MIM components can undergo post-processing as needed (heat treatment, plating, machining), most of which is performed by third-party suppliers.
Components Not Suited for MIM: Screw machine parts, stamped parts, fine-blanked parts, forgings, cold-headed parts, non-ferrous alloys, components with tolerances <±0.002 inches, and gears.
Common Materials for MIM Components
Stainless Steel
The most widely used material for MIM components, stainless steel offers corrosion resistance, high strength and excellent mechanical properties, making it ideal for automotive, aerospace and medical device applications.
Titanium Alloy
Titanium alloys boast exceptional strength, low density and superior corrosion resistance, and are widely used in aerospace, medical devices and sporting goods. MIM enables the production of complex titanium alloy components, boosting production efficiency and reducing manufacturing costs.
Copper Alloy
Copper alloys feature excellent electrical and thermal conductivity, and are commonly used in electronic and electrical equipment. MIM produces intricate copper alloy components that enhance product performance and reliability.
Iron-based Alloy
Iron-based alloys offer outstanding magnetic and heat resistance properties, and are widely applied in automotive, electronics and mechanical equipment. MIM manufactures high-precision iron-based alloy components to meet complex process requirements.
Aluminum Alloy
Aluminum alloys have low density, excellent thermal conductivity and machinability, and are used in automotive, aerospace and electronic devices. MIM produces high-strength, lightweight aluminum alloy components that improve product performance and energy efficiency.
Factors for Material Selection in MIM Components
- Performance RequirementsSelect materials based on product performance needs, such as strength, hardness, wear resistance and corrosion resistance.
- ProcessabilityConsider material flowability and formability to ensure smooth MIM production.
- Cost & AvailabilityEvaluate material costs and market supply to meet product economic and production demands.
- Environmental FriendlinessChoose eco-friendly materials, such as recyclable options.
Advantages and Applications of MIM Material Compositions
- Complex Geometries
MIM enables the production of metal components with complex shapes to meet custom design requirements.
- Excellent Mechanical Properties
MIM components deliver superior mechanical performance (high strength, hardness and wear resistance) for high-demand engineering applications.
- High Precision & Stability
MIM produces high-precision metal components with consistent dimensions and shapes.
- High-Volume Production
MIM is optimized for mass production, improving production efficiency and reducing manufacturing costs.
- Versatile Applications
MIM components are widely used in automotive, aerospace, medical devices, electronic equipment and other industries, meeting diverse industrial needs.
About MDM Metal Industrial Co.,Ltd
MDM Metal boasts extensive and profound expertise in MIM processing, offering numerous advantages as a manufacturing partner. Our in-house engineering capabilities include:
- Development Capabilities
- Advanced R&D and customer support, including pre-quotes for new product designs, MIM technical training, and guidance on new material and process development.
- Project Guidance
- Project engineers oversee new product development and pre-production validation.
- Industrial Development Support
- Material and process engineers guide mold making, debinding and sintering process development for new materials and products.
- Efficiency Optimization
- Manufacturing engineers direct new product production in the most efficient and consistent manner, and identify opportunities for automation.
- Automation Exploration
- Project/manufacturing engineers lead high-efficiency, consistent new product production and uncover automation potential across operations.
- Quality Assurance
- Quality engineers ensure compliance with all quality expectations and requirements, and support the validation of new product designs.
- Metallurgical Testing Guidance
- MDM Metal’s metallurgical engineers supervise metallurgical testing to ensure component mechanical properties meet material specifications.
MDM Metal has independently developed an integrated debinding and sintering furnace, which significantly boosts production efficiency.
We offer specialized automation expertise, including robotic integration on all presses to reduce labor costs, automated press control for improved part consistency, standalone automation for secondary processes such as machining, and 100% part inspection.
MDM Metal manufactures molds in-house and provides comprehensive mold maintenance throughout their lifecycle, with a guaranteed mold service life of 1,000,000 shots. We leverage local suppliers for secondary processes (machining, heat treatment, coating) to enhance supply chain efficiency and responsiveness.
MDM Metal is compliant with quality management system certifications including ISO 9001. We deliver exceptional tolerance control, achieving ±0.002 inches without secondary machining. By using BASF Catamold materials, we ensure recognized material consistency – across production batches and part performance.
Discover more innovative ways to design complex, cost-effective components by visiting the official MDM Metal website https://mdmmetal.com/about/